【新品发布,视频先行!】桥梁护栏【【热镀锌立柱】】现货产品,等你来探!
以下是:桥梁护栏【【热镀锌立柱】】现货的图文介绍

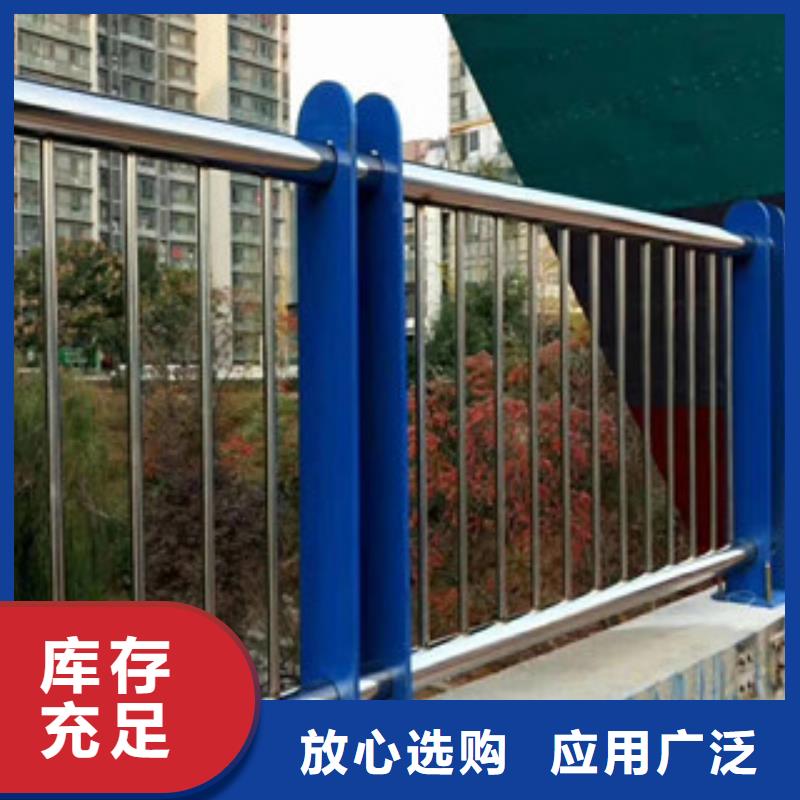
产品的安全性和防腐性,优质的不锈钢复合管护栏首先就要拥有较高的安全质量性能,简单的方法我们就可以使用肉眼进行观察管材,观察其生产的工艺是否达标、产品的精细化、焊点有无虚漏焊现象、管材的材质是否达到规定标准等问题。不锈钢复合管的防腐性是影响其使用寿命的关键因素之一,在我们选购时就应注意它的生产加工工艺,加工工艺不同自然使用的效果也会有差异的,热镀锌管比冷镀锌的效果要好,这些问题需要我们结合现实的情况来进行参考选购。
产品的体验性和视觉性,良好的产品就要拥有高质量的用户体验性能,就是在我们生产过程中必要严抓产品的工艺质量。高质量的不锈钢复合管护栏安装后会给人们带来一种视觉上的舒适感,无论是在生产工艺中到安装使用后,都会找不到任何瑕疵的地方,带给人们一种新鲜舒服的感觉。


不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。



自桥梁护栏制造厂创建以来,就确定了自己的经营方阵,以成熟可靠的技术,诚实严谨的态度,丰富精湛的工程经验,向客户提供优质、性价比高的 【中央分隔栏】产品与服务,帮客户增长效益、提升价值。本着“以人为本,以质取胜”的服务理念,积j i借鉴并急用当今国内外成果,不断吸收有能力工程技术人员,凭借“待人实在、工作实干、讲求实绩”的工作作风,公司 【中央分隔栏】产品及服务得到社会广泛好评,公司品牌形象也不也不断提升。



钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。 ??钢板立柱附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。 ??钢板立柱弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。 ??钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。









 扫一扫
扫一扫