


 扫一扫
扫一扫
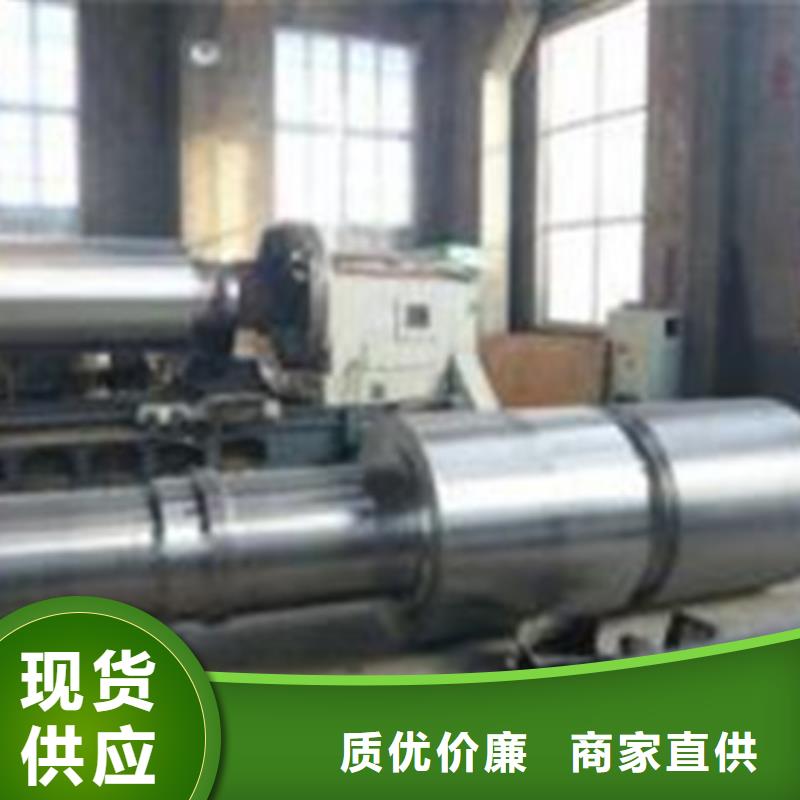
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
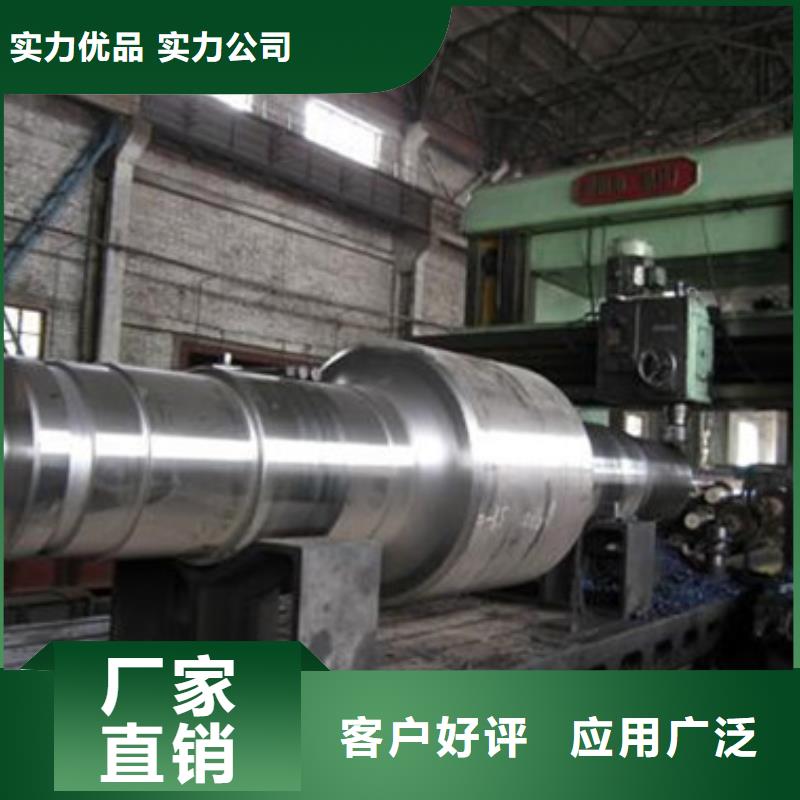
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
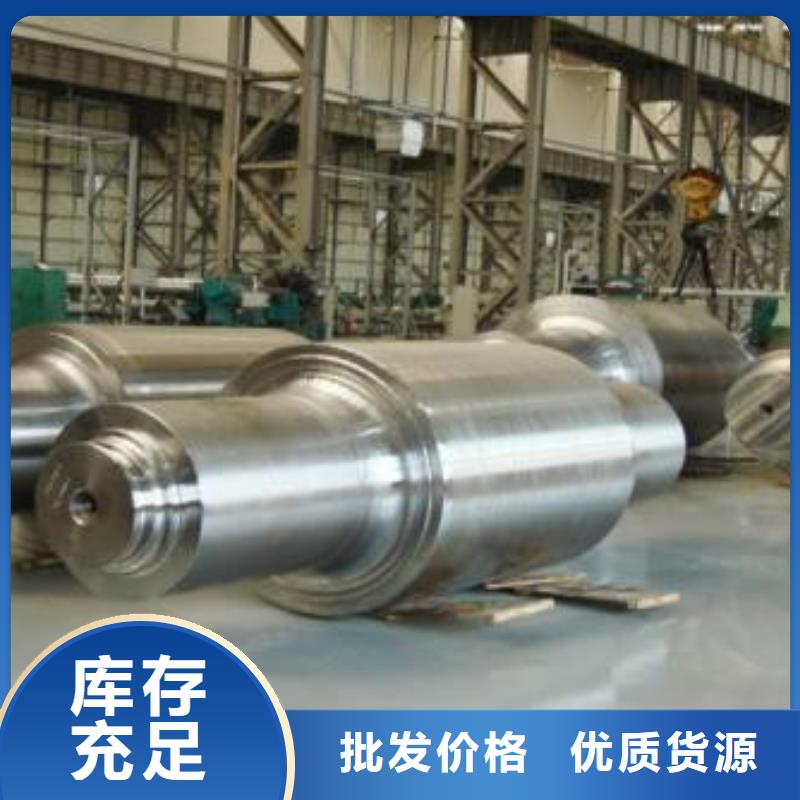
轧辊损坏原因轧机部件中轧辊的工作条件为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。



例如,轧辊表面和芯部间的温差在70℃时轧辊会增加100MPa的纵向热应力,温差越大,增加的热应力越大。与产生脆性断口的轧辊相比较,产生韧性断口的轧辊的芯部材料韧性更好,更不容易出现断裂。
导致轧辊失效的应力共有四种:
一、制造过程中的残余应力;
二、轧制过程中的机械应力;
三、轧制过程中轧辊的组织应力;
四、轧辊内外温差造成的热应力。如果是因为制造残余应力过大产生断裂,断辊通常发生在轧辊初始上机使用的前几次,且为开轧的前几块轧材。此次断裂的轧辊已经上机轧制了四次,工作层消耗了14mm,因此不应是因制造残余应力形成的断裂。



新物通物资(巢湖市分公司)的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管价格,提供热情的服务,因为您的满意,是我们的追求。


如果是因为机械应力产生的断裂,需要很大的机械应力。经粗略计算,如此大截面的高铬铸钢轧辊若被机械应力拉断,则需要100MN以上的拉力,对于该轧辊工作的轧机来说这是不可能的。轧辊受力 的部位是传动端辊颈,如果材料的力学性能指标不足,正常轧制情况下首先损坏的是传动端辊颈。从实际轧制和断辊情况来看,不是由于机械应力造成辊身断裂。
对组织应力影响 的就是外层组织中残余奥氏体含量。残余奥氏体在轧制温度,轧制压力和水冷的交变作用下,发生奥氏体向马氏体或贝氏体的转变,由于奥氏体的比容小,而马氏体的比容大,因而在组织转变的过程中伴随着体积的膨胀,会致使轧辊的工作层产生更大的压应力,芯部产生更大的拉应力,芯部应力一旦超过材料的强度,必然造成轧辊断裂。考虑到残余奥氏体对组织应力的影响及热带连轧机轧辊的工作条件,一般轧辊的残余奥氏体含量控制在小于5%即可保证使用。该断裂轧辊的外层组织中残余奥氏体含量小于1%,故组织应力可以忽略不计。


技术支持:s797.com